

 您的位置:
您的位置:服務熱線
13755284027
目前市政管網修復開挖成本高,耗時長,各種缺點凸顯,而采用不開挖修復成本低,能快速見效,多數采用點狀修復及整段修復,以點狀修復為例,以下介紹點狀修復的過程:
CIPP原位點狀內襯修復技術指對管道局部損壞進行修復的技術,是將浸漬樹脂(常溫固化)的玻璃纖維織物纏繞在適用管徑管道修復氣囊上,然后將修復氣囊置入原有管道內破損位置處充氣使其膨脹緊貼原有管道內壁,保持壓力不變固化一定時間后可形成具有一定強度的內襯以到達管道修復及堵水的目的。
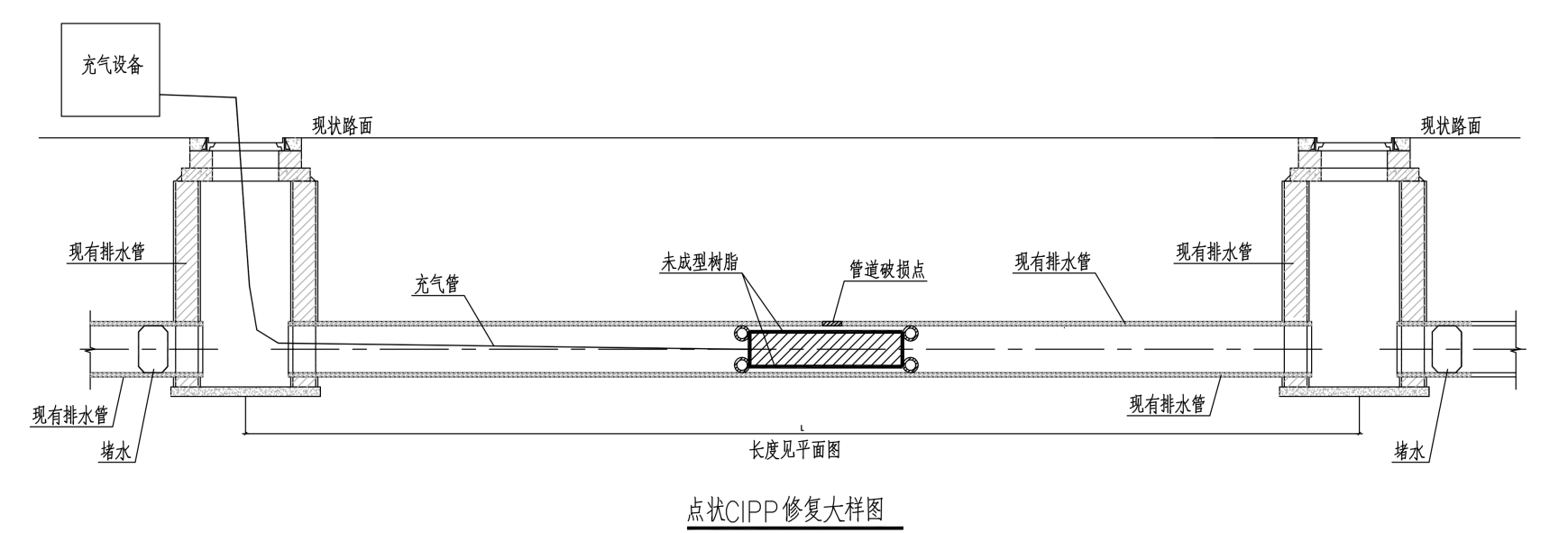 點狀內襯修復示意圖
點狀內襯修復示意圖
1、修復前的管道預處理,包括封堵降水,清淤,采用高壓沖洗車和吸污車配合作業,能夠快速有效的清理好需要修復的公眾面。
2、修復前的管道CCTV檢測,定點位置,分析缺陷狀況,從而更好的判斷缺陷等級,缺陷屬性,為修復做好準備。
3、修復過程,我們現在采用的是樹脂軟性材料的修復,主要材料為玻纖維布和高強度膠水,所有材料均為國外進口,質量保證,經久耐用。
4、修復后,CCTV再次檢測,保證修復的質量,以達到好的效果。
5、整理資料,修復前后視頻對比。
6、提交修復報告。
以下內容為點狀內襯修復案例視圖:
HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
 HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
 HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
 HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
HDPE材質管徑DN300mm,2級變形缺陷管道修復對比圖
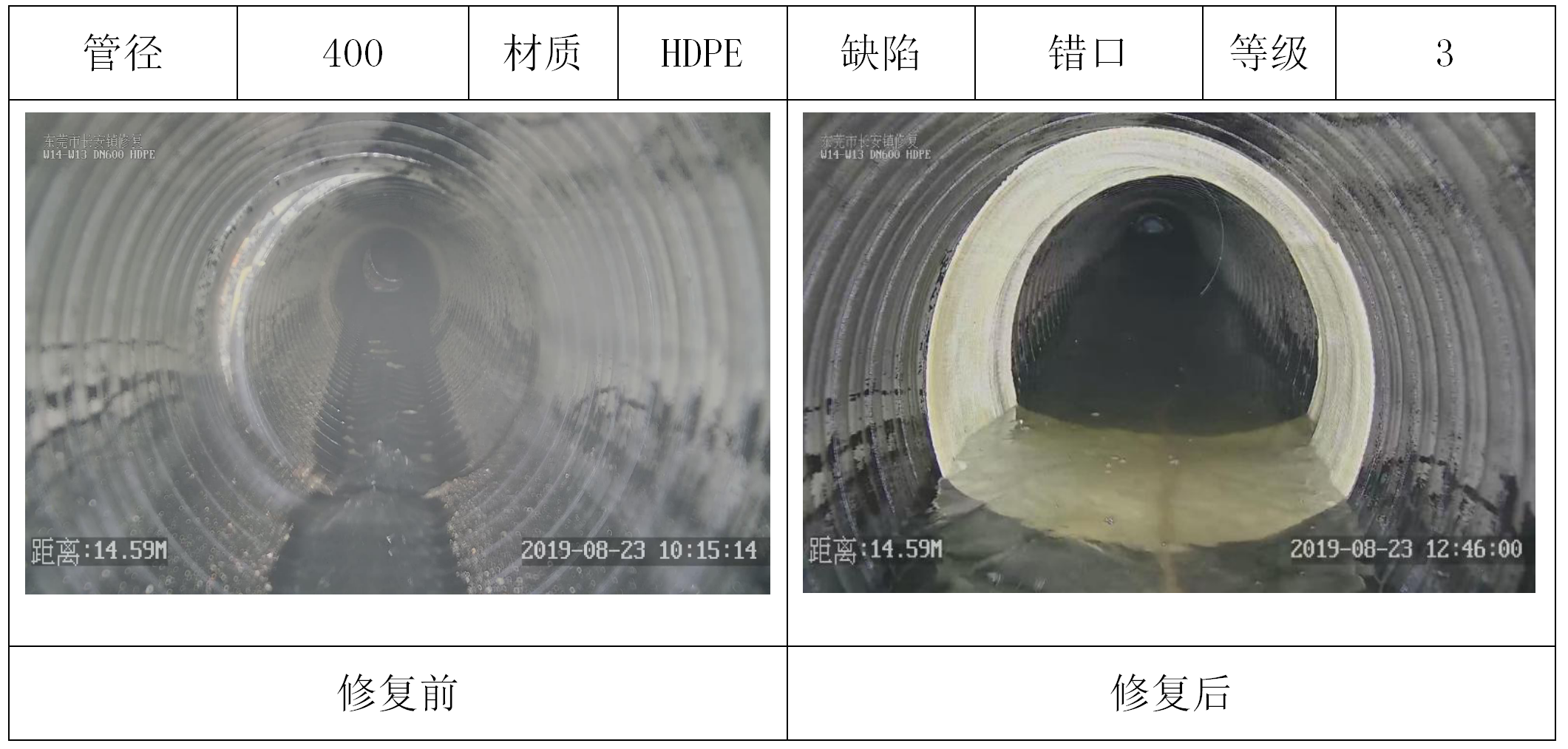 HDPE材質管徑DN400mm,3級錯口缺陷管道修復對比圖
HDPE材質管徑DN400mm,3級錯口缺陷管道修復對比圖
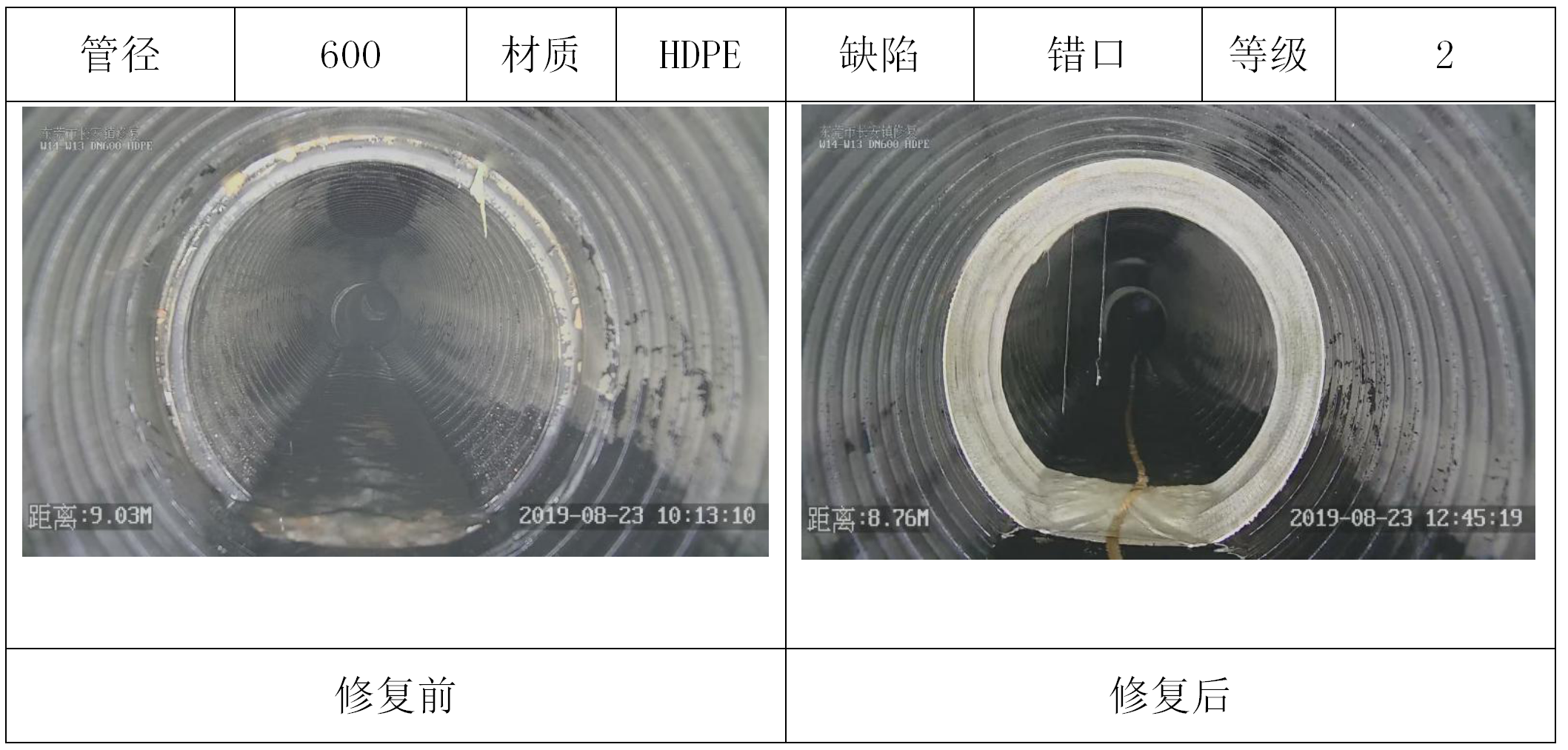 HDPE材質管徑DN600mm,2級錯口缺陷管道修復對比圖
HDPE材質管徑DN600mm,2級錯口缺陷管道修復對比圖
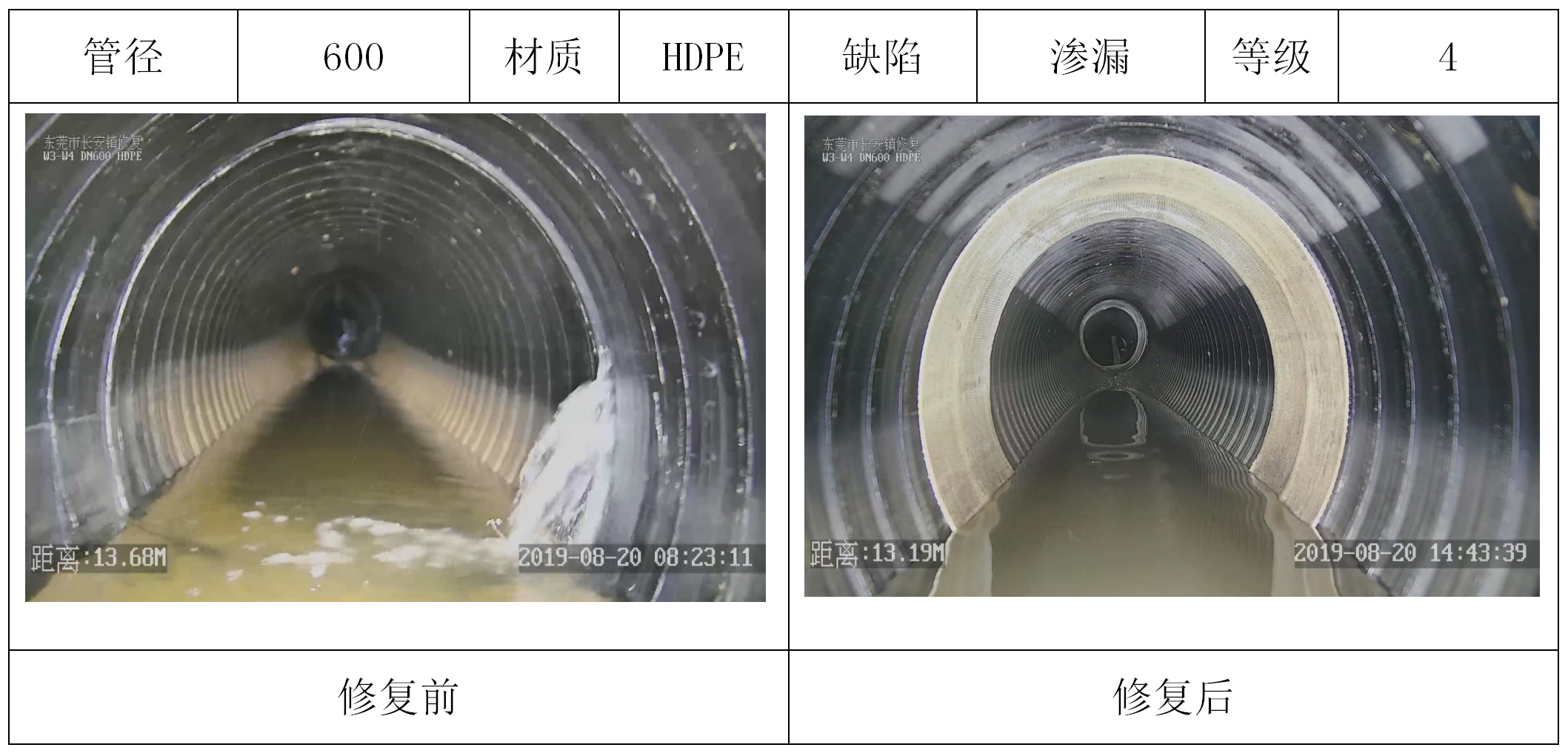
 HDPE材質管徑DN600mm,4級錯口缺陷管道修復對比圖
HDPE材質管徑DN600mm,4級錯口缺陷管道修復對比圖
HDPE材質管徑DN400mm,3級變形、破裂缺陷管道修復對比圖
 HDPE材質管徑DN400mm,3級變形、破裂缺陷管道修復對比圖
HDPE材質管徑DN400mm,3級變形、破裂缺陷管道修復對比圖
CIPP紫外光固化管道全內襯修復工藝流程:
1.將待修復管道上游、下游緊鄰管口及前一段排水管管口分別用堵水氣囊進行封堵(即上、下游各個堵水氣囊),然后對管道進行清淤。
2.軟管拉入原有管道,拉入軟管之前應在原有管道內鋪設墊膜,墊膜應置于原有管道底部,并應覆蓋大于1/3的管道周長。軟管拉入時應沿管底的墊膜將浸漬樹脂的軟管平穩、平整、緩慢地拉入原有管道,拉入速度不得大于5M/min,拉力不得大于122K。
3.軟管拉入后通過壓縮空氣使軟管充分膨脹擴張緊貼原有管道內壁,壓力以10mbar/min的速度均勻增加至100mbar,然后再以大50mbar/min的速度增到150mbar使得軟管充分擴張,再將壓力緩慢升到450mbar的工作壓力保持10min,停止充氣打開扎頭,迅速將8X1000W紫外光燈架放入扎頭內,先打開個燈架的紫外光燈,開燈時間間隔后再打開第二個燈架上的紫外光燈。將燈鏈拉入內襯管內,紫外光燈架的拉入速度根據管徑、壁厚及燈架組合確定,燈架的速度應在固化起始端的0.5m內控制在預定速度的一半,然后升到預定速度,當到固化終端1.0m時在降低到預定速度的一半直至終點。
4.內襯管固化完成后,應緩慢降低管內壓力至大氣壓。固化后拆除扎頭,拉出內膜,內襯管端頭應切割平整。
CIPP紫外光固化管道全內襯修復工藝流程
光固化管道全內襯修復施工質量控制:
1.內襯軟管在儲存、運輸過程中嚴格按照廠家的溫度和無陽光照射的要求;
2.采用比待修復管道長約 2m 的內襯軟管,避免扎頭因兩頭軟管過短而捆扎不牢;
3.嚴格按照材料供應商提供的內襯材料固化操作說明書的施工要求,控制內襯軟管的充氣氣壓和充氣節奏;
4.依據內襯材料固化操作說明書設置UV固化設備,并控制紫外燈行走的速度,在燈鏈距離終點 0.5m 時,應控制燈鏈的行走速度在 0.2m~0.3m/min。判定內襯軟管已固化的間接依據是內襯軟管表面溫度達到 90°-140°;
5.內襯固化修復過程中,通過前端攝像頭單元和燈鏈上的溫度傳感器進行監控,如有異常, 隨時調節固化參數,甚至停止固化作業;
6.嚴格依據UV光固化設備廠家建議的UV燈泡使用壽命更換 UV 燈泡,避免燈泡老化產生的UV光比例降低,而導致內襯軟管吸收的UV不足而無法*固化的問題;
聯系我們
名稱:江蘇南排市政建設工程有限公司
手機:18015853030
郵箱:972496659@qq.com
傳真:86-137-5528-4027
網址:www.w-6.net
地址:江蘇南排市政全國聯網工程公司 :溫州 金華 蘇州 泰州 揚州 常州 安慶 南昌 撫州 武漢 西安 渭南 臺州 寧波 濰坊 蕪湖 安徽 聊城 濱州 贛州 石獅 南寧 深圳 桂林 廈門 重慶 陜西 海南 杭州 貴州 陜西 四川 湖北 九江 東北 廣西 江西 江蘇 浙江 合肥 河南 湖北 河北 湖南 山東 上海 北京 廣東 西安 南京 福建

掃一掃,關注我們